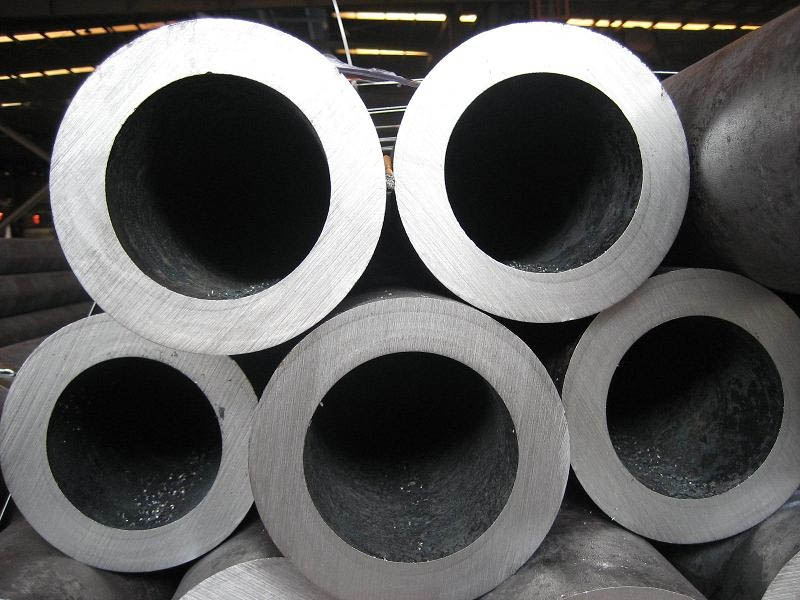
tykvægget stålrør producentens lager

Den største forskel mellem tykvæggede stålrør og tyndvæggede stålrør ligger i tykkelsen af stålrørsvæg. Generelt er tyndvæggede stålrør koldtrukne teknologi, mens tykvæggede stålrør generelt er varmvalsede teknologi. Hvis det skelnes ved måleenhed, anses det generelt for, at vægtykkelse / rørdiameter lig med 0,05 er vandskellet mellem tykvægget stålrør og tyndvægget stålrør. Det tyndvæggede stålrør med vægtykkelse / rørdiameter mindre end 0,05 og det tykvæggede stålrør med en diameter større end 0,05. Anvendelsesmæssigt anvendes det tyndvæggede stålrør mest på røret. Det tykvæggede stålrør bruges mest i emnet af hule dele. Anvendes på tryklejer og vigtige rørledninger.
Almindeligvis brugte materialer i Kina er: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, Qr17, 011cr, 011cr, 011cr, 4c, 4c, 4c, 5b, 4c, 4c, 5b, 5b, 5b L290, X42, X46, X70, X80.
Ved svejsning af tykvæggede stålrør skal du først rense olie, maling, vand, rust osv. ved den svejste samling, og derefter lave riller efter vægtykkelsen. De tykke åbnes større, og de tynde åbnes mindre (vinkelsliber), og derefter spalten mellem produkterne, som generelt er 1-1,5 gange svejsestangens eller svejsetrådens diameter. Hvis rillen ved et uheld åbnes større, kan den reserveres mindre. Punktsvejsning skal udføres mindst tre steder. Generelt er det lettere at arbejde på fire punkter. Ved svejsning skal den være halvsvejset. Udgangspunktet skal være ca. 1 cm over bundpunktet, så samlingen kan laves fra modsatte side. Hvis stålrørsvæggen er tyk, skal den være lagdelt, mindst to lag. Det andet lag kan kun svejses, efter at det første lag er svejset i en hel cirkel.
Råemne → opvarmning → gennemboring → trevals krydsvalsning, kontinuerlig valsning eller ekstrudering → rørafisolering → dimensionering (eller reduktion) → køling → udretning → hydrostatisk test (eller fejldetektion) → mærkning
Når vægtykkelsen af stålrør ikke er mere end 12,5 mm, er svejseforstærkningen ikke mere end 3,0 mm; Når vægtykkelsen af stålrør er større end 12,5 mm, må svejsearmeringen ikke være større end 3,5 mm.
Stålrøret med en nominel ydre diameter på højst 168,3 mm skal være lige eller i henhold til bøjningsindekset aftalt af leverandøren og køberen.
For stålrør med nominel ydre diameter større end 168,3 mm, må krumningen ikke være større end 0,2 % af stålrørets samlede længde.
For stålrøret med en vægtykkelse større end 4 mm ved rørenden kan rørenden behandles med en rille på 30 ° + 5 ° 0 °, en rod på 1,6 mm ± 0,8 mm, og rørendens hældning er mindre end eller lig med 5 mm.





